Der Chip-Kühlkörper, auch bekannt als „ Insert-Fin-Kühlkörper“ , ist ein anderes Formverfahren als der Extrusionskühler, der gestanzte FIN-Lamellenschweißkühler und andere Kühlerformverfahren. Wie der Name schon sagt, besteht die wörtliche Interpretation darin, die Kühlrippen Stück für Stück in das Substrat einzuführen und so die Wärme vom Substrat zu den Kühlrippen zu leiten. Dies ist ein völlig anderer Prozess zur Herstellung von Heizkörpern als Profile, Druckguss, CNC usw.
Wie in der Abbildung dargestellt, handelt es sich hierbei um einen typischen Chip-Radiator-Produktfall. Wir können deutlich erkennen, dass es gleichmäßig verteilte Rillen im Kupfer- oder Aluminiumsubstrat gibt und die Kühlrippen nacheinander in diese Rillen eingeführt werden.

1.Welche Arten von Kühlkörpern mit Einsatzrippen gibt es? Was sind die Vor- und Nachteile jedes einzelnen?
Entsprechend der Verbindung zwischen der Wärmerippe und dem Substrat kann sie in folgende Typen unterteilt werden:
(1) Schweißart: Die Rippe und das Substrat werden durch Lötschweißen miteinander verbunden, wobei Hochtemperaturlöten und Niedertemperatur-Lötpastenschweißen verwendet werden.
Die Wärmeübertragungsleistung beim Schweißen ist gut, aber das Lötpastenschweißen des Al-Substrats und des Kühlkörpers erfordert eine Vernickelung, hohe Kosten, nicht für große Heizkörper geeignet, und beim Hartlöten ist zwar keine Vernickelung erforderlich, aber die Schweißkosten sind immer noch sehr hoch.
( 2) Niettyp: Nachdem die Rippe in die Nut des Substrats eingeführt wurde, wird die Nut durch die Form zur Mitte gedrückt, um die Kühlrippe fest zu halten und eine dichte und feste Verbindung zu erreichen.
Der Vorteil des genieteten Typs besteht in einer guten Wärmeübertragungsleistung. Bei dem genieteten Produkt besteht jedoch die Gefahr von Lücken und Lockerungen nach wiederholtem Gebrauch. Die Zuverlässigkeit kann zwar durch eine Verbesserung des Nietprozesses verbessert werden, die Kosten steigen jedoch entsprechend. Daher wird der Kühler mit genieteten Lamellen häufig dort eingesetzt, wo die Anforderungen an die Zuverlässigkeit nicht hoch sind.
(3) Klebstofftyp: Im Allgemeinen wird thermisches Epoxidharz verwendet, wobei die Wärmerippe und das Substrat fest miteinander verbunden werden, um eine Wärmeleitung zu erreichen.
Der Klebstoff verwendet wärmeleitendes Epoxidharz, dessen Wärmeleitfähigkeit viel geringer ist als die des Schweißens, eignet sich jedoch für Kühlkörper mit hohem FIN, hohem Mehrfachverhältnis und kleinem Abstand und kann in Szenarien mit geringen Anforderungen an die Wärmeableitungsleistung verwendet werden.
2. Der Herstellungsprozess des Kühlkörpers mit Einsatzrippe
Schritt 1: Fertigen Sie das kühlende Aluminium-/Kupfersubstrat und den Kühlkörper entsprechend dem Design an und stecken Sie das Substrat ein. Auch unterschiedliche Verbindungsmethoden, Schlitzformen und Passungstoleranzen sind unterschiedlich;
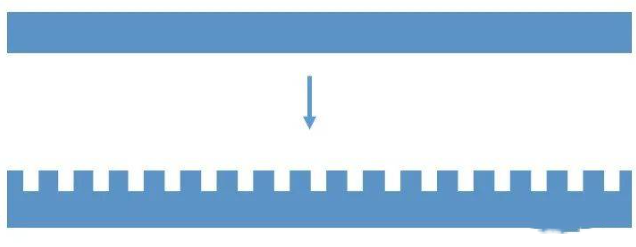
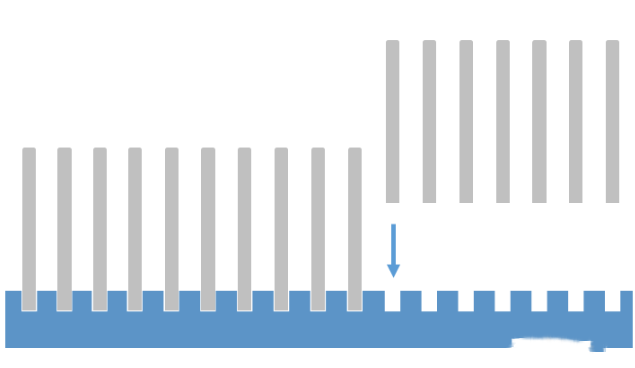
Schritt 2: Installieren Sie die FIN. Führen Sie die Flosse Stück für Stück in den in Schritt 1 erstellten Schlitz ein.
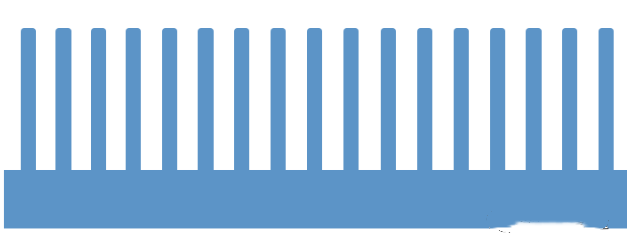
Schritt 3: Die Wärmerippe und die Bodenplatte werden miteinander verbunden (je nach Designanforderungen kann Schweißen oder Kleben verwendet werden).
Schritt 4: Nachdem die Grundplatte und der Kühlkörper befestigt sind, kann das anschließende Bohren, Gewindeschneiden und Fräsen an den Lamellen und der Grundplatte durchgeführt werden, und schließlich wird die entsprechende Oberflächenbehandlung durchgeführt, d. h. das fertige Produkt des Einsatzkühlers.
3.Anwendungsstatus des Kühlkörpers mit Kühlrippen
Im Allgemeinen besteht das anfängliche Erscheinungsbild des Kühlkörpers mit Einsatzrippen darin, das Problem zu lösen, dass die Kühlrippen und das Substratmaterial unterschiedlich sind und die hohen, dichten und dünnen Kühlrippen auf andere Weise nur schwer zu formen sind. Mit der Entwicklung der Technologie wurden jedoch viele Chipstrahler durch das Schaufelzahnverfahren ersetzt. Im Vergleich zu beiden, sei es die frühe Nutbearbeitung oder das Nieten oder Schweißen, ist der Prozess des Einsatzkühlers komplizierter und die Kosten hoch. Die Klingenzähne können dünner, höher und kleiner als der Einsatz sein, und die Rippe und das Substrat bilden ein Ganzes mit hervorragender Wärmeübertragungsleistung und einfacher Verarbeitungstechnologie. Es kann auch das Problem unterschiedlicher Materialien (z. B. Kupfer- und Aluminium-Verbundbleche) lösen.
Natürlich hat es als eine Art Kühlkörperformungsprozess in einigen Szenen oder besonderen Umständen des Designs immer noch unersetzliche Vorteile. Beispielsweise müssen wir die geblasene Plattengruppe in das wassergekühlte Substrat oder die ultradünne Temperaturausgleichsplattengruppe in das wassergekühlte Substrat oder das Wärmehüllenrohr in das Kupfersubstrat einfügen. Dabei verwenden wir tatsächlich das Insert-Molding-Verfahren.
Das Verfahren selbst hat keine Vor- und Nachteile, und das für das Produkt am besten geeignete und kostengünstigste ist ein gutes Verfahren.
 Deutsch
Deutsch

















