Die Flüssigkeitskühlplatte ist eine häufige Komponente in industriellen Kühlsystemen. Wir alle möchten unsere Projekte mit hochwertigen Kühlplatten und effizienten Wärmeableitungssystemen ausstatten, um sicherzustellen, dass unsere Geräte lange Zeit gute Arbeitsbedingungen aufrechterhalten. Das Streben nach einer effizienten Wärmeableitung bedeutet jedoch nicht, dass Sie die besten Materialien verwenden und den höchsten Preis ausgeben müssen. Es gibt verschiedene Möglichkeiten, bei der Herstellung von Kühlpaneelen Geld bei der Individualisierung zu sparen. In diesem Artikel stellt Ihnen der Kühlplattenhersteller Winshare zwei Möglichkeiten vor, wie Sie die Kosten für die individuelle Anpassung von Kühlplatten senken können.


1. Verwenden Sie Strangpress- und Gussteile
Um die Verarbeitungszeit zu minimieren und die Kosten zu senken, ist es am besten, nach Möglichkeit Strangpressteile und Gussteile zu verwenden. Beim Extrudieren wird Metall durch eine Matrize gepresst, um ein Objekt mit festem Querschnitt zu erzeugen. Matrizen für neue Extrusionen sind kostengünstig und die Extrusionsabmessungen sind auf eine Breite von etwa 9 Zoll (22,86 cm) begrenzt. Die Wandstärken der Extrusion müssen relativ gleichmäßig sein und alle Kanäle oder Merkmale müssen gerade sein.
Um die Kosten zu senken, wird eine Kombination aus Extrusion und Bearbeitung eingesetzt. Einige Features können extrudiert werden und komplexere Features können bearbeitet werden. Eine weitere Option für das Prototyping sind zu kalte Maschinenplatten, um die Stückzahlen zu reduzieren. Sobald das Design überprüft und festgelegt wurde, können die Matrizen für die Extrusion hergestellt werden. Wenn Sie die Platte unter Berücksichtigung der Extrusionsmerkmale entwerfen, können Sie die Extrusionskosten senken.

Eine weitere Möglichkeit besteht darin, Guss und Bearbeitung zu kombinieren, um Kühlplatten herzustellen. Wenn das Gussteil beispielsweise nicht flach genug ist, ist ein zweiter Arbeitsgang erforderlich, um die Kühlplatte auf die gewünschte Ebenheit zu bringen. Es ist wichtig zu beachten, dass Sandgussteile nicht zum Vakuumlöten von Kaltplatten geeignet sind, da die meisten der verwendeten Legierungen Schmelztemperaturen unterhalb der Vakuumlöttemperatur haben. Ihr Einsatz ist strikt auf röhrenförmige Kühlplatten beschränkt. Es empfiehlt sich, Angebote für beide Produktionsverfahren einzuholen und die Vor- und Nachteile abzuwägen.


Typischerweise ist der Mindestkaufpreis für Strangpress- oder Gussteile hoch, sodass Sie die richtige Anwendung benötigen, um den Einsatz dieser Verfahren zu rechtfertigen. Sowohl Extrusionen als auch Gussteile können insgesamt zu erheblichen Kosteneinsparungen führen.
2. Geben Sie die Ebenheit der lokalen Oberfläche an
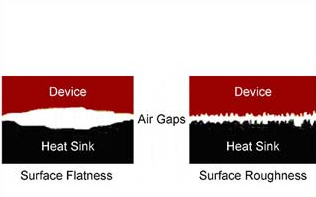
Die Ebenheit der Oberfläche hat einen größeren Einfluss auf die thermische Leistung einer Kühlplatte als die Oberflächenrauheit, denn wenn die Platte nicht flach ist, wird die Kontaktfläche stark reduziert. Die Standardebenheitsspezifikation beträgt 0,001 Zoll/Zoll (0,003 cm/cm). Daher liegt der niedrigste Punkt der Kühlplatte innerhalb eines Zolls vom Messpunkt nicht 0,001 Zoll (0,003 cm) tiefer als der höchste Punkt. Wenn Ihre Spezifikationen eine Ebenheit von mehr als 0,001 Zoll/Zoll (0,003 cm/cm) erfordern, besteht eine Möglichkeit, Geld zu sparen, darin, eine teilweise Ebenheit anzugeben, anstatt eine vollständige Ebenheit auf der ganzen Linie vorzugeben. Wenn Sie beispielsweise mehrere Bipolartransistoren mit isoliertem Gate (IGBTs) auf einer Kühlplatte montieren und jeder IGBT 0,003 cm/cm (0,001 Zoll/Zoll) über das gesamte Substrat benötigt, geben Sie die lokale Ebenheit der einzelnen IGBTs an, anstatt zu verlangen, dass die gesamte Platte sehr flach ist.
Der Glättungsprozess für Kaltplatten erfolgt üblicherweise mit einer hydraulischen Presse. Zur Verbesserung der Ebenheit können Skim-Schnitte eingesetzt werden. Bei einem Schlichtschnitt ermittelt die Maschine den tiefsten Punkt der Kühlplatte und schabt am tiefsten Punkt sehr wenig Metall und in den höher gelegenen Bereichen so viel Metall wie möglich ab, um eine ebene Oberfläche zu erhalten. Während das Abschneiden eines Stücks Aluminium einfach ist, ist das Abschneiden der rohrförmigen Seite einer vakuumgelöteten Kühlplatte oder einer röhrenförmigen Kühlplatte komplizierter. Die Kühlflächen von Rohren in vakuumgelöteten Kühlplatten und rohrförmigen Kühlplatten sind normalerweise fragil, um die thermischen Eigenschaften zu optimieren. Wenn die Kühlplatte nicht flach ist, kann der Schnitt zu tief sein und die Wände werden entweder dünn oder zu schwach, um dem Druck standzuhalten und sogar zu reißen. Sie können auch mit einer dickeren Kühlplatte beginnen, um die Möglichkeit von Undichtigkeiten auszuschließen, allerdings müssen Sie dafür etwas an Leistung einbüßen.
3. Befestigungsmerkmale/Löcher
Ein weiterer Kostenanstieg bei der Herstellung von Kühlplatten ist die Vergrößerung des Lochs. Ein Loch kann die Kosten für Cold Boards um bis zu 3 US-Dollar erhöhen. Einer der Hauptgründe für den Anstieg der Kosten des Lochs besteht darin, dass es im Flüssigkeitsweg nicht perforiert werden kann. Daher muss bei Coldboards vom Rohrtyp der gebogene Teil im Rohr hergestellt werden, und jeder gebogene Teil wird hergestellt, was die Kosten erhöht. Bei vakuumgeschweißten Kühlplatten müssen Inseln im Flüssigkeitsweg erzeugt werden, was auch bedeutet, dass die innenliegenden Flügeltabletten ausgetragen werden müssen (EDM). Dies wird die Bearbeitungszeit erheblich verlängern und zu steigenden Kosten führen.




Es gibt verschiedene Arten von Löchern. Einer geht durch das Loch, von einer Seite des Kühlbretts zur anderen. Das zweite ist ein Gewindeloch mit Gewinde. Da Aluminium relativ weich ist, verkürzt sich die Lebensdauer der Gewindelöcher, wenn die Komponente oder Platine häufig ausgetauscht wird. Für Gewindelöcher werden häufig Gewindeschutzvorrichtungen verwendet. Der Gewindeschutz ist ein massiver Stahlstopfen, der die Gewindefestigkeit für Anwendungen erhöhen kann, bei denen möglicherweise häufig Komponenten gewechselt werden müssen. Tongkou kann mit nur einem Bohrvorgang hergestellt werden, und die Gewindelöcher müssen auf derselben Werkzeugmaschine installiert werden. Zur Montage muss die Fadenhülle über ein Gewindeloch verfügen, die Montage der Fadenhülle erfolgt außerhalb des Bearbeitungszentrums. Insgesamt sind die Kosten für die Durchführung des Lochs am niedrigsten und die Kosten für die Gewindeummantelung am höchsten.
Die strenge Toleranz der Lochposition und -abstände erhöht auch die Kosten. Die angemessenen Toleranzangaben liegen bei ± 0,005 Zoll (± 0,013 cm). Ebenso wie die Ebenheit kann die Angabe lokaler Toleranzen in bestimmten Situationen die Kosten senken. Bei großflächigen Coldboards mit relativ großen Abständen sind die Toleranzen schwieriger einzuhalten. Ein Grund dafür ist, dass sich aufgrund der Vergrößerung der Marschstrecke des Messerkopfes die Werkzeugmaschinentoleranz erhöht. Ein weiterer Grund besteht darin, dass in der mechanischen Werkstatt ein Temperaturgefälle von bis zu 10 °C (18 °F) herrschen kann, wodurch sich die kalten Platten um bis zu 0,005 Zoll (± 0,013 cm) ausdehnen oder schrumpfen. Tongkou ist am einfachsten zu spezifizieren und hat strengere Toleranzen, da Tongkong aus einem Werkzeug besteht. Die Toleranz der Gewindelöcher ist nicht so einfach zu erreichen, da für die Herstellung von Gewindelöchern zwei Arten von Werkzeugen verwendet werden müssen. Die Toleranz des Fadenschutzes ist am schwierigsten zu erreichen, da der Prozess ein Gewindeloch erfordert und die Fadenschar selbst eine Toleranz aufweist. Alle Toleranzen summieren sich, was die Herstellung schwieriger und kostenintensiver macht. Das Vermeiden kleiner Gewindelöcher trägt ebenfalls zur Kostensenkung bei. 4-40 oder kleinere Löcher sind schwer anzugreifen, da der Gewindebohrer beim Bohren bricht. Um das Problem zu minimieren, muss die Arbeitsgeschwindigkeit der Maschine stark reduziert werden. Eine Möglichkeit, auf die strengen Toleranzanforderungen an die Kühlplatte zu reagieren, besteht darin, die Lochinstallation im Bauteil oder in der Platte zu vergrößern.
Die Minimierung des Oberflächenerscheinungsbildes ist auch wichtig, um die Kosten zu senken, insbesondere bei Plattenanwendungen. Bei der komplexen Oberflächenform muss im Allgemeinen mit dicken Aluminiumblöcken begonnen und unnötiges Aluminium entfernt werden. Dies führt zu hohen Rohstoffkosten und langen Verarbeitungszeiten. Wenn das Erscheinungsbild nicht beseitigt werden kann, kann die Höhe ähnlicher Komponenten auf der Platine den Verarbeitungsbedarf verringern.
Wenn Sie bei der Bestellung Ihrer Kühlplatte mehr Geld sparen möchten, wenden Sie sich bitte an Winshare. Wir können die Kühllösung für Kühlplatten anpassen , die am besten zu Ihrem Projekt passt, und das zum niedrigsten Preis.
 Deutsch
Deutsch
























