Tel: +86-18025912990 |E-Mail: wst01@winsharethermal.com
Blog
 Deutsch
Deutsch
Anzahl Durchsuchen:35 Autor:Site Editor veröffentlichen Zeit: 2022-01-10 Herkunft:Powered
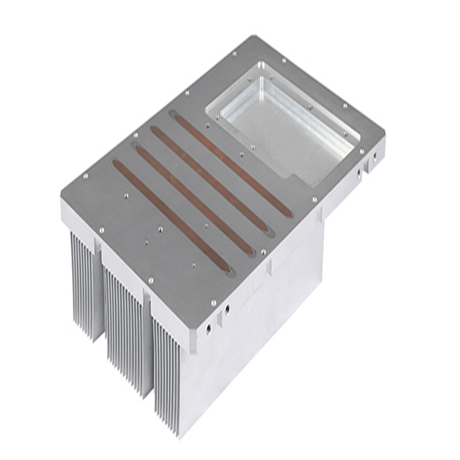
Aluminiumlegierungen werden aufgrund ihres geringen Gewichts, ihres schönen Aussehens, ihrer guten Wärmeleitfähigkeit und ihrer einfachen Verarbeitung in komplexe Formen häufig in Wärmeableitungsgeräten verwendet.
")
Kühlkörper aus Aluminium Es gibt hauptsächlich drei Arten: flache, breite Form, Kammform oder Fischgrätenform;Rund oder oval, kundenspezifischer Kühlkörper ist radial außen;Dendritisch.
Das Gebrauchsmuster zeichnet sich dadurch aus, dass der Abstand zwischen den Kühlkörpern kurz ist, zwischen zwei benachbarten Kühlkörpern eine Rillenform gebildet wird und das Tiefen-Breite-Verhältnis groß ist.Der Unterschied in der Wandstärke ist groß, der allgemeine Kühlkörper ist dünn und die Dicke der Bodenplatte an ihrer Wurzel ist groß.Daher bringt es große Schwierigkeiten bei der Formgestaltung, Herstellung und Produktion von Wärmeableitungsprofilen mit sich.Einige der Kühlkörper-Aluminiumprofile mit geringer Größe und symmetrischer Form sind einfach herzustellen.Die meisten Kühlkörperprofile sind flach und breit mit großen Gesamtabmessungen, einige sind auch asymmetrisch.Das Verhältnis der Nuttiefe zur Breite zwischen den Kühlkörpern ist sehr groß, was die Herstellung erschwert.Für die erfolgreiche Herstellung von Kühlkörperprofilen müssen mehrere Probleme beachtet werden.
Extrusionskraft reduzieren.Um einen Bruch der Matrizenzähne zu verhindern, sollte die Extrusionskraft so weit wie möglich reduziert werden, was von der Länge des Barrens, dem Widerstand der Legierungsverformung, dem Zustand des Barrens, dem Grad der Verformung usw. abhängt.Daher sollte der Gussstab aus extrudiertem Aluminiumprofil mit Wärmeableitung nicht zu lang sein, was etwa dem 0,6- bis 0,85-fachen der Länge eines normalen Gussstabs entspricht.Insbesondere beim Testen der Form und beim Extrudieren des ersten Gussstabs ist es am besten, die Form mit einem kürzeren Gussstab zu testen, d. h. einem Gussstab mit der Länge des normalen Gussstabs, um eine reibungslose Herstellung qualifizierter Produkte zu gewährleisten (0,4 ~ 0,6) mal.
Extrusionsprozess.Der Schlüssel zur Herstellung von Kühlkörperprofilen ist der erste Düsentest der Extrusionsdüse.Wenn möglich, können Sie zunächst einen Simulationstest am Computer durchführen, um zu sehen, ob das Arbeitsband des Düsendesigns angemessen ist, und dann die Düse am Extruder testen.Der erste Matrizentest ist sehr wichtig.Der Bediener sollte den Hauptkolben nach vorne bewegen und sich beim Hochdrücken unter dem niedrigen Druck von weniger als 8 MPa langsam vorwärts bewegen.Am besten ist es, wenn jemand mit dem Licht der Taschenlampe nach dem Matrizenauslass schaut.Nachdem jeder Kühlkörper der Extrusionsdüse das Düsenloch gleichmäßig extrudiert hat, kann er die Extrusion allmählich unter Druck setzen und beschleunigen.Wenn Sie die Extrusion nach einem erfolgreichen Düsentest fortsetzen, achten Sie darauf, die Extrusionsgeschwindigkeit zu kontrollieren und einen stabilen Betrieb zu erreichen.Achten Sie bei der Herstellung von Kühlkörperprofilen auf die Heiztemperatur der Matrize, damit die Matrizentemperatur nahe an der Barrentemperatur liegt.Wenn der Temperaturunterschied aufgrund der langsamen Extrusionsgeschwindigkeit während des Aufwärtsdrucks zu groß ist, sinkt die Metalltemperatur, was leicht zu Formblockaden oder ungleichmäßiger Fließgeschwindigkeit führen kann.